yl34511线路中心係列注塑機(jī)械手控製係統(tǒng)為(wei) 標(biāo)準(zhǔn)係列產(chǎn)(chan) 品���,型號(hào):HC-S3/S5��,產(chǎn)(chan) 品堆疊方法如下:使用機(jī)械手的產(chǎn)(chan) 品堆疊功能可以以某種排列方式將成品整齊排列在輸送帶或裝貨箱上�。在功能設(shè)定頁(yè)麵點(diǎn)擊【堆疊設(shè)定】按鈕即進(jìn)入堆疊功能設(shè)定頁(yè)麵�。
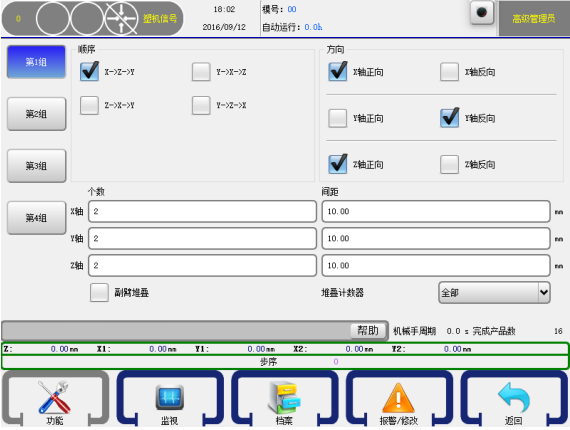
點(diǎn)擊將要使用的堆疊程序組(如第1組),在順序欄選擇產(chǎn)(chan) 品要堆疊的順序��, 設(shè)定好每個(gè)(ge) 軸的堆疊產(chǎn)(chan) 品個(gè)(ge) 數(shù)和產(chǎn)(chan) 品堆疊間距�。
X-Z-Y:堆疊程序先排列產(chǎn)(chan) 品在X軸,再排列Z軸�����,最後堆疊Y軸��。
Y-X-Z:堆疊程序先堆疊產(chǎn)(chan) 品在Y軸�����,再排列X軸,最後置放Z軸�����。
Z-X-Y:堆疊程序先排列產(chǎn)(chan) 品在Z軸����,再排列X軸����,最後堆疊Y軸。
Y-Z-X:堆疊程序先堆疊產(chǎn)(chan) 品在Y軸���,再排列Z軸�����,最後排列X軸�����。
正向:即堆疊位置越來越大�。反向:即堆疊位置越來越小。
警告:堆疊的一般用法��,堆疊計(jì)數(shù)器要一定要選為(wei) 全部���。小提示:副臂堆疊為(wei) 標(biāo)準(zhǔn)雙臂五軸的機(jī)器�����,X2Y2堆疊使用的��。
堆疊程序設(shè)定的舉(ju) 例:
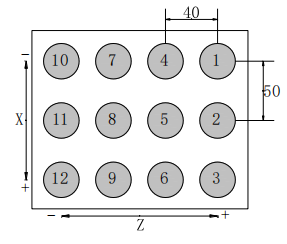
設(shè)定值:使用第1組堆疊
順序:(X-Z-Y) 方向:X 正向����;Z 反向�;Y 反向
X 軸:間距 50/3個(gè)(ge) 產(chǎn)(chan) 品;Z軸:間距40/4個(gè)(ge) 產(chǎn)(chan) 品���;Y 軸:間距30/2層�����。依照此設(shè)定��,機(jī)械手沿X+軸方向間隔50mm 排列(①②③)三個(gè)(ge) 產(chǎn)(chan) 品在右邊第一列����,再沿Z-軸方向移動(dòng)40mm排列(④⑤⑥)三個(gè)(ge) 產(chǎn)(chan) 品在右邊第二列,以此類 推在排列完第12個(gè)(ge) 產(chǎn)(chan) 品後機(jī)械手沿Y-軸方向上升30mm�����,然後第一點(diǎn)位置開始重複排列第二層產(chǎn)(chan) 品����。由於(yu) 是排列兩(liang) 層產(chǎn)(chan) 品�,故共能排放24個(gè)(ge) 產(chǎn)(chan) 品於(yu) 貨箱中。
進(jìn)入教導(dǎo)模式�����,點(diǎn)擊【堆疊】按鈕即進(jìn)入如下頁(yè)麵:

選中要插入的堆疊程序組左邊的方框��,如選擇第2組堆疊程序�,再點(diǎn)擊【插 入】按鈕將該組堆疊程序插入到要開始堆疊的程序步前,自動(dòng)運(yùn)行時(shí)�,機(jī)械手即按照此堆疊程序堆疊排放產(chǎn)(chan) 品。如果要使用Y軸進(jìn)行堆疊時(shí)��,務(wù)必將堆疊程序插入到Y(jié)軸下降動(dòng)作的前一步�����。
每個(gè)(ge) 自動(dòng)程序可插入四組堆疊程序,可分別在四個(gè)(ge) 不同的位置進(jìn)行堆疊排放產(chǎn)(chan) 品����。
重要:係統(tǒng)設(shè)計(jì)中選擇Y軸作為(wei) 堆疊之間的結(jié)束。堆疊程序必須插入在Y軸動(dòng)作之前����;如果有多個(gè)(ge) 堆疊,必須在多個(gè)(ge) 堆疊之間插入Y軸��,以進(jìn)行隔斷��。



